تجهیزات گالوانیزه گرم اتوماتیک برای لوله ها / لوله ها
معرفی:
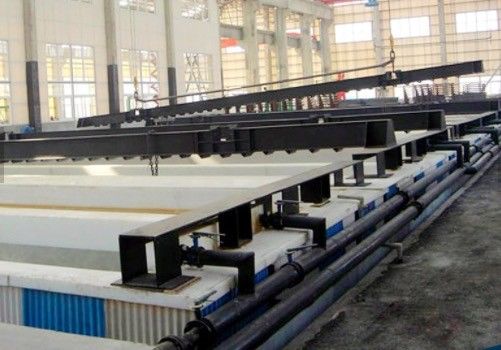
گالوانیزه گرم روشی کارآمد برای حفظ فلز از خوردگی است، محصولاتی که به طور گسترده در تاسیسات سازه های فولادی در صنایع مختلف استفاده می شود.قطعات فولادی زنگ زده را در کتری مایع روی مذاب 450 درجه سانتیگراد قرار دهید، روی سطح قسمت فولادی را بچسبانید تا فلز ضد خوردگی شود.
شرکت Wanxin می تواند تجهیزات گالوانیزه اتوماتیک لوله فولادی و تجهیزات گالوانیزه آویز عمومی و خدمات مهندسی "کلید در دست" را ارائه دهد.تجهیزات گالوانیزه تمام اتوماتیک لوله فولادی می تواند قطر بیرونی لوله فولادی را از 1/2 اینچ تا 8 اینچ گالوانیزه کند، تجهیزات گالوانیزه آویز فولادی می تواند محصولات فولادی مانند قطب نور، سینی کابل، نرده محافظ بزرگراه، فولاد زاویه دار، پرتو H، فولاد کانالی را گالوانیزه کند. ، اندازه تجهیزات را می توان سفارشی کرد.
اکنون شرکت Wanxin می تواند کتری سرامیکی روی و سیستم ترکیبی گرمایشی را توسعه دهد که می تواند قطعات کوچک مانند پیچ و مهره را در دمای زیر 530 درجه سانتیگراد با استفاده از برق به عنوان وسیله گرمایش پردازش کند.
کتری روی شامل کتری فولادی عمومی و کتری سرامیکی، سیستم احتراق شامل سیستم کنترل گاز ترکیبی دستی خودکار، و سیستم گرمایش برق میله های گرمایش ویژه بین المللی است.
- سوراخ اسمی: حداقل1/2 اینچ - حداکثر6”
- ضخامت دیوار: حداقل1.5 میلی متر - حداکثر4.5 میلی متر
- طول لوله:5-6 متر(1/2”، 3/4”) 4-6 متر (1”-6”)
| اندازه اسمی |
وزن لوله |
ظرفیت تولید |
| که در |
کیلوگرم بر متر |
کیلوگرم/6.0 متر |
pcs./hr.approx. |
کیلوگرم/ساعت تقریباً |
| 1/2 اینچ |
1.22 |
7.32 |
1776 |
13000 |
| 3/4 اینچ |
1.58 |
9.48 |
1688 |
16000 |
| 1 اینچ |
2.44 |
4.64 |
1092 |
16000 |
| 1-1/4 اینچ |
3.14 |
18.84 |
850 |
16000 |
| 1-1/2 اینچ |
3.61 |
21.65 |
522 |
16000 |
| 2 اینچ |
5.1 |
30.6 |
260 |
16000 |
| 3 اینچ |
6.51 |
39.06 |
410 |
16000 |
| 4 اینچ |
12.1 |
72.6 |
220 |
16000 |
| 5” |
15.03 |
90.2 |
178 |
16000 |
| 6” |
17.82 |
106.9 |
150 |
16000 |
توجه داشته باشید :
(1) ظرفیت ظرف 16000 کیلوگرم در ساعت است که بر اساس ظرفیت گرمایش کتری است.
(2) طول لوله 6 متر است.
(3) ارقام فوق بر اساس 100% راندمان کاری است.
برخی از انواع لوله های مربعی و مستطیلی را می توان با این خط درمان کرد.اما خط باید در 2 لوله محدود شود، نسبت ضلع بلند و کوتاه باید در 1.5 و دقیقه محدود شود.ابعاد سوراخ لوله باید بزرگتر از 25 میلی متر باشد.
لوله مربع 20 * 20 میلی متر؛ 25 * 25 میلی متر؛ 30 * 30 میلی متر؛ 40 * 40 میلی متر؛ 50 * 50 میلی متر؛ 60 * 60 میلی متر؛ 75 * 75 میلی متر؛ 80 * 80 میلی متر؛ 90 * 90 میلی متر؛ 100 * 100 میلی متر؛ 120 * 120 میلی متر؛ 127 * 127 میلی متر؛
لوله مستطیلی
13 * 26 میلی متر؛ 20 * 40 میلی متر؛ 25 * 50 میلی متر؛ 30 * 60 میلی متر؛ 40 * 80 میلی متر؛ 50 * 100 میلی متر؛ 60 * 120 میلی متر؛ 70 * 140 میلی متر؛ 80 * 160 میلی متر؛ 50.8 * 101.6 میلی متر؛ 50.8 * 101.6 میلی متر
سیستم گالوانیزه نوع خشک
لوله OD زیر 1-1/2" (شامل 1-1/2") با خط چهارگانه پردازش می شود.
لوله OD 2"-4" (شامل 4 اینچ) با روش دو خط پردازش می شود.
لوله OD 5 "و 6" با روش تک خط پردازش می شود.
خارج از لوله: توسط هوای فشرده با دمیدن بیرونی
داخل لوله: لوله OD 1/2 اینچ و 3/4 اینچ توسط نازل دمنده داخلی بخار بیش از حد گرم شده.
برای OD لوله بالاتر از 1 اینچ (شامل 1 اینچ) تکنیک دمیدن داخلی پلاگین لنسر برای بهبود کیفیت پوشش داخلی، صرفه جویی در مصرف بخار و کاهش تولید پودر روی اتخاذ شده است.
- جهت سرویس گاز و آب
- برای اهداف ساختار کلی
BS 1387 سری سبک و متوسط، DIN 2441 و غیره.
سیستم متریک اندازه گیری باید اعمال شود.
منبع تغذیه: توسط منبع شهری
منبع اصلی: 5±380 ولت، 50 هرتز، 3 فاز، منبع مدار کنترل: 220 ولت، 50 هرتز، تک فاز، 24 ولت D، C،
ترانسفورماتور مدار کنترل و سیم پیچ برقی باید توسط فروشنده تهیه شود.
ظرفیت عمومی: abt.260 کیلووات (کل کارخانه؛ از جمله تجهیزات کمکی)
فشار: 0.6 مگاپاسکال (حداقل 0.5 مگاپاسکال در نقطه برق)
مصرف: 30 نیوتن متر3/h
مصرف: در ظرفیت کامل: تقریبا.1,900,000 کیلو کالری در ساعت
گاز طبیعی 230 نیوتن متر3/hr (ارزش احتراق گاز طبیعی: 8500 کیلو کالری در لیتر)
در حالت بیکار: تقریبا200000 کیلو کالری در ساعت
گاز طبیعی: 24 نانومتر3/ساعت
فشار گاز قبل از مشعل: حداکثر0.4 مگاپاسکال
- بخار (بخار بیش از حد گرم یا خشک)
فشار: 1.25 مگاپاسکال (حداقل 1.0 مگاپاسکال در نقطه برق)
دما: 275 درجه سانتیگراد
- پوشش روی: تقریبا500 گرم در متر مربع، با کوتاه کردن زمان غوطه وری، پوشش روی را می توان حدود 300 گرم در متر مربع کاهش داد.
- دمای محیط: حداقل 10 درجه سانتیگراد
- فرایند تولید:
لوله های فولادی به طور متوالی اسید ترشی، پوشش دو شار و خشک می شوند.و سپس لوله های خشک شده را با فرو بردن چرخ ستاره در حمام روی غوطه ور می کنند.
نمودار جریان تولید از لوله فولادی سیاه تا لوله گالوانیزه به شرح زیر است: (لوله فولادی سیاه)
جدول زیر نمونه هایی از نرخ تولید برای هر سایز لوله BS Medium را در شرایط مطلوب نشان می دهد.
(4) زمان غوطه وری عامل بسیار مهمی در میزان تولید در زمانی است که پوشش سنگین مورد نیاز است.زمان غوطه وری برای بدست آوردن وزن پوشش لازم عمدتاً با توجه به ترکیب شیمیایی لوله ها زمانی که شرایط عملیاتی یکسان است متفاوت است.میزان تولید آن دسته از لوله هایی که به زمان غوطه وری طولانی تری نیاز دارند کاهش می یابد.
(5) صافی خمش لوله ها باید تا حد امکان کوچک باشد.لوله های با خمش زیاد را نمی توان به راحتی در این کارخانه پردازش کرد.
توصیه می شود خمش لوله ها کمتر از 5mm/6m باشد.
- تجهیزات پیش تصفیه (سیستم تمیز کردن دسته ای)
یک بسته لوله با وزن معمولاً حدود 3 تن به طور متوالی تمیز می شود
در ترشی اسید، 1خیابانروان شدن و 2ndفلاکسینگ مخازن با استفاده از جرثقیل مسافرتی بالای سر.
هیچ فناوری آبکشی برای صرفه جویی در مصرف آب و کاهش آلودگی محیط زیست پذیرفته نشده است.
بعد از ترشی لوله ها را در 1 فرو می کنیمخیابانمخزن فلاکسینگ (کثیف) و سپس در 2 فرو می رودndمخزن جریان (تمیز).محلول شار 1خیابانو 2ndمخزن جریان به هم متصل می شوند و تبدیل به یک سیستم تصفیه در گردش می شوند.دبی سیستم گردش 3 متر است3/h. FeCl2مطالب در 1خیابانمخزن شار حدود 10 گرم در لیتر و FeCl کنترل می شود2محتوای محلول پس از تیمار بازسازی زیر 0.5 گرم در لیتر کنترل می شود.این محلول تمیز به 2 پمپ پمپ می شودndمخزن فلاکسینگ (تمیز) و FeCl2مطالب در 2ndمخزن شار با 1 گرم در لیتر کنترل می شود.محلول به طور مداوم به 1 پمپ می شودخیابانمخزن فلاکسینگ (کثیف) و سپس پمپاژ به ایستگاه بازسازی.به طوری که بعد از 2ndچسبیدن محلول به سطح لوله بسیار تمیز خواهد بود.ریزه روی تولید شده در کتری و مصرف روی کاهش می یابد.
توصیه می شود از روش چربی زدایی در این سیستم با عدم استفاده از خط ERW لوله روغن استفاده نکنید.در غیر این صورت شما باید اقداماتی را برای تصفیه محلول چربی زدایی زباله و آب شستشو انجام دهید.
تجهیزات پیش تصفیه شامل موارد زیر است
- شش مجموعه مخزن اسید ترشی (تدارکات کششی)
ابعاد: 8000(L)×1600(D)×1500(W) میلی متر
جنس: الیاف شیشه با ساختار فولادی ملایم.
- دو مجموعه مخزن فلوکسینگ (تدارکات کششی)
- ماشین تخت برای حمل لوله ها به داخل/خارج از اتاق محصور اطراف منطقه پیش تصفیه.2 ست
- اتاق محصور اطراف منطقه پیش درمان.30 متر در 12 متر در 7 متر
- کوره خشک کردن
لوله ها پس از شار شدن، در کوره خشک کن که توسط گاز خروجی کوره گالوانیزه گرم می شود، حمل و خشک می شوند.از موارد زیر تشکیل شده است:
جنس: سازه فولادی
- یک مجموعه از دستگاه زنجیره انتقال
(2) یک مجموعه از واحد درایو با موتور دنده 4KW، که گام به گام اجرا می شود.
(1) کوره (با صفحات تابش حرارتی چدن) ابعاد: 8500 (L) × 9124 (W) میلی متر
(2) یک مجموعه مبدل حرارتی لوله فولادی برای سیستم خشک کردن هوای گرم.
(3) یک مجموعه مبدل حرارتی از جنس استنلس استیل برای هوای فشرده داغ که توسط دمش داخلی استفاده می شود.
(4) یک مجموعه از صفحه پوشش اجاق گاز (ساختار فولادی با مواد عایق حرارت)
(5) یک مجموعه از سیستم گردش و دمیدن هوای گرم
ظرفیت فن گردش هوای گرم: 6660 نیوتن متر3/ساعت
دما: abt.150 درجه سانتی گراد
توجه: فونداسیون بتنی، آجر قرمز و نیروی کار مورد نیاز خریدار می باشد.1 مهندس و 3 کارگر ماهر برای ساخت کوره در محل کار خواهند کرد.
لوله های از پیش تصفیه شده و خشک شده از کوره خشک کردن دو به دو (یا چهار) پایین می روند و به فضای جیب چرخ ستاره فرو می روند.
همانطور که چرخ ستاره غوطه ور گام به گام می چرخد، لوله ها در حمام روی غوطه ور می شوند (دمای حمام روی باید 445 درجه سانتیگراد تا 455 درجه سانتیگراد باشد) و در نهایت به موقعیت خروجی می چرخند. سپس لوله ها توسط یک دستگاه پنوماتیک پرتاب می شوند. و روی قفسه های گیرنده ای که در کتری نصب شده اند، بیفتند.سپس قلاب بالابر لوله فعال می شود و یک صفحه پرس نصب شده روی قلاب به طور همزمان فشار می دهد.با این عملکرد، چهار لوله به طور منظم در لبه دریافت قلاب توزیع می شود و از درگیر شدن لوله ها با یکدیگر اجتناب می شود.سپس لوله(ها) توسط قلاب های بالابر بلند می شوند و به درستی از صفحه جداکننده عبور می کنند و به شیارهای غلتک های مغناطیسی که در بالای حمام روی قرار دارند متصل می شوند.
از آنجایی که غلتک های مغناطیسی توسط یک موتور تبدیل فرکانس به حرکت در می آیند، لوله توسط غلتک ها از کتری خارج می شود.در مسیر یونیت بیرونکش، روی اضافی بیرون لوله توسط دستگاه دمنده بیرونی با هوای فشرده پاک میشود، برای داشتن اثر پاککن بهتر، از نازلهای دمنده با اندازههای مختلف متناسب با اندازههای مختلف لولهها استفاده میشود. و فشار دمیدن هوای فشرده را می توان توسط یک شیر تنظیم فشار تنظیم کرد.
هنگامی که لوله به بالای غلتکهای بیرونکش میرسد، توسط تیر پلهای به ایستگاه دمنده داخلی منتقل میشود.روی اضافی داخل لوله با دمیدن انفجار با بخار بیش از حد گرم شده (1/2 اینچ و 3/4 اینچ) یا پلاگین بلند لنسر با هوای فشرده داغ پاک می شود.روش دمیدن داخلی پلاگ لنسر بلند بهتر از روش نازل است که می تواند باعث صرفه جویی در مصرف بخار، بهبود کیفیت دمیدن داخلی و کاهش مقدار تولید پودر روی شود.اما برای لوله های کوچک (1//2 یا 3/4 اینچ) اگر سوراخ داخلی لوله بدون عملیات تخلیه یا فرز جوش به خوبی کنترل نشود.دمیدن داخلی پلاگ لنس بلند بسیار دشوار خواهد شد.و مشتری می تواند با توجه به شرایط شما یکی را انتخاب کند.
پس از دمیدن داخلی، لوله به یک تیر گهواره ای منتقل می شود و سپس به مخزن کوئنچ منتقل می شود.
این سیستم از موارد زیر تشکیل شده است:
(1) کوره گالوانیزه
(2) دستگاه های کمکی برای کوره گالوانیزه.
توجه: فونداسیون بتنی، آجر قرمز و نیروی کار مورد نیاز خریدار می باشد، 1 مهندس و 3 کارگر ماهر برای ساخت کوره در محل کار خواهند کرد.
بعد، ابعاد، اندازه : 1800(W)×2910(D)×8000(L)×60 (T) میلی متر (داخل ابعاد موثر.)
وزن: 37 تن.
جنس بدنه: فولاد سیلیکونی کم کربن (فولاد چینی مخصوص گالوانیزه).
قسمت بالایی با قاب فولادی صاف جوش داده شده.گوشه های گرد
تست اولتراسونیک، بدون درگیری، ناخالصی، سوراخ و غیره.
(1) 6 مشعل پالس و دستگاه های کمکی برای احتراق خودکار
(2) دو مجموعه فن چرخش شعله داغ
ظرفیت: 27648 نیوتن متر3/ساعت
موتور: 7.5 کیلو وات
فشار: 96 میلی متر (H20)، 20 درجه سانتیگراد
دمای کار: 500 تا 800 درجه سانتیگراد
(مواد ملخ آلیاژی با دمای بالا است)
اگر دمای شعله کمتر از 500 درجه سانتیگراد باشد، فن ها باید با سرعت کم کار کنند تا از بار بیش از حد موتور جلوگیری شود.
(3) دو مجموعه قاب پایه نصب برای ثابت کردن مشعل ها و فن چرخش.
جنس: سازه فولادی
(4) فن هوای احتراق
ظرفیت: 4500 نیوتن متر3/ساعت
موتور: 18.5 KW/2p
فشار: 9000 میلی متر (H20)، 20 درجه سانتیگراد
(5) سیستم نظارت بر احتراق و شعله خاموش.
(6) دو ترموکوپل نصب شده در کتری برای نظارت بر دمای مذاب روی در کتری و دو عدد دیگر نصب شده در کوره برای نظارت بر دمای شعله در کوره.
جنس: فولاد ملایم، کیسه پوشش: نمد سوزنی تترون
پایش اختلاف فشار
- فن مکنده
- ظرفیت: 43000 نیوتن متر3، فشار: 200 میلی متر (H2O)، N=27KW
- سیستم کانال
- تجهیزات کمکی
- دو مجموعه پمپ روی
- موتور: 5.5 کیلو وات
- یک سطل سطل قلوه سنگ روی
- سیستم استخراج برای دود زباله کوره گالوانیزه
(1) مجرای: مواد: ساختار فولادی
(2) مواد دودکش: ساختار فولادی
(3) فن
ظرفیت: 3160 نیوتن متر3/ساعت
فشار: 106 میلی متر (H2O)
موتور: 2.2 کیلووات
کارخانه گالوانیزه باید طوری طراحی شود که کنترل خودکار را انجام دهد.این سیستم از موارد زیر تشکیل شده است:
- 3 مجموعه پنل منبع تغذیه.
- یک مجموعه از کنترل پنل اصلی PLC
- یک مجموعه میز کنترل اصلی
- یک مجموعه غرفه کنترل برای بخش پس از درمان
(1) دیگ بخار 1 ثانیه
ظرفیت: 3 تن در ساعت
فشار: 1.25 مگاپاسکال
دما 275oسی
(2) کمپرسور هوا 4 مجموعه
Q=13.3 نیوتن متر3/ دقیقه
P=0.8Mpa
N=75Kw
- تمامی قطعات و موتورهای الکتریکی برند اشنایدر هستند.


 پیام شما باید بین 20 تا 3000 کاراکتر باشد!
پیام شما باید بین 20 تا 3000 کاراکتر باشد!